
Пиро́лиз (от др.-греч. πῦρ «огонь, жар» + λύσις «разложение, распад») — термическое разложение органических и многих неорганических соединений.
В узком смысле — разложение органических природных соединений при недостатке кислорода (древесины, нефтепродуктов и прочего). Пиролиз может определяться как высокотемпературный (750—800 °С) термолиз углеводородов, проводимый при низком давлении и малой продолжительности.
В широком смысле под пиролизом понимают высокотемпературный термолиз органических соединений.
В наиболее широком смысле — разложение любых соединений на составляющие менее тяжёлые молекулы или химические элементы под действием повышенной температуры. Так, например, теллуроводород разлагается на водород и теллур уже при температуре около 0 °С.

Пиролиз углеводородов
Введение
Процесс термического пиролиза углеводородного сырья (нефти и её фракций) — основной способ получения низкомолекулярных ненасыщенных углеводородов — олефинов (алкенов) — этилена и пропилена.
Существующие мощности установок для проведения пиролиза в мире составляют 113,0 млн т/год по этилену или почти 100 % мирового производства и 38,6 млн т/год по пропилену или более 67 % мирового производства (остальное — 30 % производства пропилена приходится на каталитический крекинг, около 3 % мирового производства пропилена получают из побочных газов нефтеперегонных заводов, а именно из газов процессов замедленного коксования и висбрекинга). При этом, среднегодовой прирост потребления этилена и пропилена в мире составляет более 4 %[когда?].
Наряду с производством этилена и пропилена, процесс пиролиза нефти — основной источник производства дивинила, выделяемого ректификацией из сопутствующей пиролизной С4 фракции и отгонов бензола, получаемого из жидких продуктов пиролиза.
Около 80 % мирового производства бутадиена и 39 % производства бензола осуществляется пиролизом углеводородов.
Условия проведения пиролиза и химические реакции
В промышленных условиях пиролиз углеводородов осуществляют при температурах 800—900 °C и при давлениях, близких к атмосферному (на входе в нагреваемый трубопровод — пирозмеевик ~0,3 МПа, на выходе из него — 0,1 МПа избыточного давления).
Время прохождения сырья через пирозмеевик составляет 0,1-0,5 сек.
Теория пиролиза недостаточно изучена. Большинство исследователей придерживается теории цепного свободно-радикального механизма разложения при пиролизе в таких условиях.
Условно, все реакции при пиролизе можно разделить на первичные и вторичные. Первичные реакции протекают со снижением молекулярной массы продуктов пиролиза. Это, в основном, реакции расщепления высокомолекулярных парафинов и нафтеновых углеводородов с образованием углеводородов с меньшей молекулярной массой, что сопровождается увеличением объёма газообразной смеси.
Далее возможны вторичные реакции синтеза более тяжёлых молекул из низкомолекулярных непредельных углеводородов. Эти реакции протекают, преимущественно, на поздних стадиях пиролиза.
При увеличении молекулярной массы молекул в смеси продуктов реакции уменьшается объём газов реакционной массы.
В основном, реакции образования ароматических, конденсированных ароматических углеводородов типа нафталина, антрацена в результате реакции конденсации/поликонденсации ведут к синтезу термически стабильных ароматических углеводородов в том числе, по реакциям типа Дильса-Альдера.
Также ко вторичным реакциям можно отнести реакции образования смеси различных пастообразных углеводородов, с низким удельным содержанием водорода в молекулах соединений, называемых в промышленности пёком.
Пёк при обжиге при температурах свыше 1000 °С теряет водород в составе молекул легкокипящих углеводородов. Получаемый продукт, как правило, называют пиролитическим коксом. Но пиролитический кокс отличается по многим физическим свойствам, в частности, по абсорбционной способности, от каменоугольного кокса.
Деление реакций на первичные (разрушение тяжёлых молекул) и вторичные (синтез поликонденсированных ароматических углеводородов) условно, так как оба типа реакций происходят одновременно.
Для снижения скоростей вторичных реакций пиролиза — синтеза используют разбавление сырья пиролиза водяным паром. В результате парциальное давление пара углеводородов снижается и, согласно принципу Ле Шателье, снижение давления в зоне реакции будет способствовать протеканию реакций, идущих со снижением молекулярной массы, то есть с увеличением объёма, таким образом обеспечивается увеличение выхода продуктов расщепления — продуктов первичных реакций.
Концентрация водяного пара в процессе пиролиза выбирается в зависимости от целевого продукта. Так, для получения этилена, бутилена, бензина соотношение пара к сырью обычно составляет 0,3:1,0, 0,4:1,0, 0,5:1,0 соответственно.
Конструкция пиролизных печей
В промышленности распространение получили трубчатые пиролизные реакторы. Они состоят из двух частей, отличающихся характером теплообмена — радиационной и конвекционной. Именно в радиационной секции находятся трубчатые реакторы пиролиза (пирозмеевики), обогреваемые теплом сгорания внешне подаваемого горючего газа в горелках этой секции.
В радиационной секции пирозмеевики обогреваются не непосредственно пламенем горелок, а тепловым излучением (радиацией) от факела пламени (см. Формула Планка). и от теплового излучения внутренней огнеупорной кладки радиационной секции установки, непосредственно нагреваемой пламенем горелок.
В конвекционной части установки теплообмен между греющим газом — продуктами горения происходит за счет конвективного теплообмена. В этой части установки пиролиза происходит предварительный нагрев сырья, водяного пара, и нагрев до температуры начала пиролиза (600–650 °C). Газы в конвективную часть поступают из радиационной секции.
Для точной регулировки температуры в обеих секциях на выходе из установки установлен дымосос с регулирующим шибером для управления расходом дымовых газов.
Для энергетической эффективности пиролизные установки дополнительно оборудуют теплоутилизационными системами — котлами-утилизаторами. Кроме нагрева сырья и разбавляющего его водяного пара, в конвекционной части происходит нагрев питательной воды котла-утилизатора, и далее эта вода используется для охлаждения продуктов пиролиза, сама при этом подогревась. Полученная в результате частичного испарения воды пароводяная смесь, подается в барабан котла-утилизатора. В барабане происходит сепарация пара от жидкости. Насыщенный пар из барабана далее дополнительно перегревается в пароперегревателе этой же установки, в результате получается перегретый пар среднего давления, затем используемый в качестве рабочего тела паровой турбины, являющейся приводом компрессора-нагнетателя для сырья пиролиза — пирогаза.
В современных пиролизных установках в конвекционной части её располагают поверхности нагрева перегрева насыщенного пара до технологически приемлемой температуры (550 °C, при снижении температуры перегретого пара падает тепловой КПД, при высоких температурах снижается надёжность и безопасность установки из-за снижения прочности конструкционных сталей при высоких рабочих температурах). Эти меры позволили повысить КПД использования тепла в современных моделях печей пиролиза до 91–93 %.
Особенности промышленного пиролиза
Для повышения селективности процесса и выходов продуктов (обеспечения максимального выхода желаемых продуктов реакции и подавления образования нежелательных продуктов реакции) при пиролизе время пребывания сырья в реакционной зоне — зоне высокой температуры необходимо сокращать, а температуру процесса — повышать. Такой подход обеспечивает повышение выхода целевых продуктов пиролиза с одновременным снижением образования побочных продуктов реакции.
Поэтому конструкторы установок стремились сокращать длительность фазы пиролиза. В современных установках время перегрева сырья и последующего охлаждения продуктов составляет ~0,2 с, а температура нагрева для реакций пиролиза достигает 870—900 °C.
Проблема быстрого нагрева-охлаждения реакционной смеси за время 0,2 с от ~600 °C до ~1000 °C представляет собой сложную техническую задачу. Задача осложняется тем, что необходимо учитывать предельно допустимую рабочую температуру современных хромоникелевых сплавов, — основных конструкционных сталей таких установок, из которых изготавливаются реакционные змеевики. Также при высоких температурах резко повышается коксообразование на внутренних поверхностях труб из этих сплавов.
Быстрый нагрев-охлаждение смеси можно обеспечить либо повышением перепада температур между греющей поверхностью и смесью, либо развивая поверхность теплообмена, либо оптимизируя геометрию и расположение теплообменных поверхностей. В современных установках применяется сочетание всех подходов. Без увеличения температурного перепада между стенкой пирозмеевика и паросырьевым потоком быстрый нагрев можно обеспечить увеличив удельную поверхность пирозмеевика, то есть поверхности на единицу расхода паросырьевого потока. Большинство фирм-разработчиков печей пиролиза пошли по пути конструктивного выполнения пирозмеевиков ветвящимися, с переменным диаметром входящих в змеевиковый пакет труб.
В установках предыдущих поколений пирозмеевики представляли собой длинную трубу постоянного диаметра, согнутую на равные части (в змеевик) для уменьшения размеров печи, то теперь пирозмеевики изготавливаются из большого количества труб (10—20) малого диаметра, которые объединяются в общие трубы на входе смеси и на выходе, и, в итоге, на выходе змеевик оканчивается 1—2 трубой значительно большого диаметра. В таких пирозмеевиках достигается высокая теплонапряженность (перепад температур) на начальном участке и низкая — на конце, где высокая температура стенки трубы нежелательно вызывает высокое коксообразование.
В установках ранних поколений пирозмеевики в радиационной секции ориентировались горизонтально, время реакционного контакта в таких печах составляло не меньше 1,0 сек, оптимальная температура пиролиза — не выше 800 °C. В последующих поколениях ориентацию реакционных труб выполняют вертикальной — свободно висящие трубы радиационной секции пирозмеевиков позволило применить более жаропрочные, но более хрупкие материалы для изготовления пирозмеевиков, так как при таком расположении материал труб не испытывает изгибных механических напряжений, а только растягивающие. Это позволило создать высокотемпературные установки и с кратким временем пребывания потока сырья в пирозмеевиках.
Для быстрого охлаждения прореагировавшей смеси с целью сохранить термодинамически неравновесное состояние смеси и предотвращения протекания нежелательных вторичных реакций, на выходе из пирозмеевиков устанавливают так называемые закалочно-испарительные аппараты. В их трубном пространстве происходит быстрое охлаждение (закалка) продуктов реакции до температур 450—550 °C, при которых скорость реакций поликонденсации углеводородов очень мала. В межтрубном пространстве происходит испарение котловой воды котла-утилизатора, которая, как упоминалась выше, используется для получения пара высокого давления.
Ниже в таблице 1 приведены данные по выходам некоторых продуктов на современных печах пиролиза.
Таблица 1 — Выход некоторых продуктов пиролиза различного углеводородного сырья
| Компоненты | Сырьё пиролиза — Этан | Сырьё пиролиза — Бутан | Сырьё пиролиза — Прямогонный бензин | Сырьё пиролиза — Атмосферный газойль |
|---|---|---|---|---|
| Водород | 3,4 | 1,3 | 1,0 | 0,7 |
| Метан | 3,4 | 21,6 | 16,6 | 11,5 |
| Ацетилен | 0,2 | 0,4 | 0,4 | 0,3 |
| Этилен | 48,7 | 37,8 | 29,3 | 25,0 |
| Этан | 39,3 | 5,1 | 4,0 | 3,4 |
| Пропилен | 1,1 | 17,3 | 16,4 | 14,5 |
| Дивинил | 1,1 | 3,6 | 5,6 | 5,1 |
| Бутены | 0,2 | 1,5 | 4,4 | 3,9 |
| Бензол | 0,6 | 2,5 | 7,1 | 7,0 |
| Тяжелая смола | 0,1 | 0,6 | 5,2 | 9,1 |
Технологическое оформление
За период развития термического пиролиза углеводородов в конструкцию печей пиролиза и в технологическую схему производства низших олефинов был внесён ряд важных усовершенствований. О некоторых улучшениях конструкций печей пиролиза было сказано в предыдущем разделе. Теперь несколько слов о важнейших изменениях в технологической схеме переработки продуктов пиролиза.
Введение в схему печных блоков закалочно-испарительных аппаратов позволило утилизировать тепло продуктов пиролиза с получением пара высокого давления. Наличие собственного пара высокого давления привело к замене компрессоров с электрическим приводом на компрессоры с паровой турбиной, что привело к снижению на порядок себестоимости продуктов пиролиза. Полный переход с абсорбционной схемы газоразделения продуктов реакции на низкотемпературное фракционирование привело к получению низших олефинов более высокого качества — полимеризационной чистоты. В совокупности все изменения в технологии производства низших олефинов способствовали к переходу на высокие мощности единичных установок. Если в начале 1960-х годов мощность передовых установок пиролиза составляла порядка 100—140 тыс.т/год, по этилену, то на данный момент мощность достигает 1,0-1,4 млн.т/год. Рост единичных мощностей этиленовых установок сопровождался значительным снижением удельных затрат сырья и энергии на производство. Кроме того, с ростом мощности установок пиролиза, изначально предназначавшихся только для получения этилена, стало экономически целесообразным выделение остальных газовых продуктов, а затем получение бензола и других ценных компонентов из жидких продуктов, что дополнительно повысило эффективность процесса.
Современное производство этилена включает следующие узлы: непосредственно сам пиролиз, первичное фракционирование и разделение продуктов пиролиза, компримирование, осушка, глубокое охлаждение пирогаза и газоразделение.
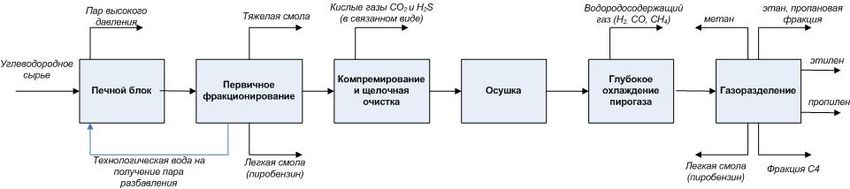
Узел пиролиза состоит из нескольких печей пиролиза. Суммарные годовые мощности по этилену всех печей, без учёта печей находящихся в резерве (на регенерации), определяют мощность всей установки пиролиза. На выходе из ЗИА продукты пиролиза проходят вторичную закалку путём прямого впрыскивания смолы пиролиза (так называемое закалочное масло) до температур не выше 200 °C.
Узел первичного фракционирования и разделения продуктов пиролиза состоит из систем фракционирующих колонн и отстойников. В результате, продукты пиролиза разделяются на технологическую воду, на тяжёлую смолу (температура начала кипения ~ 200 °C), на лёгкую смолу (пиробензин), на предварительно облегченный пирогаз (у/в С1-С4 с содержанием у/в С5-С8).
Далее лёгкий пирогаз поступает на узел компримирования, состоящий из многоступенчатого компрессора. Между стадиями компрессии предусмотрены теплообменники и сепараторы для охлаждения компримированного пирогаза и его сепарации с дополнительным выделением влаги и пироконденсата. На этой стадии пирогаз сжимается до давлений 3,7—3,8 МПа для повышения температур кипения разделяемых продуктов. Также между стадиями компримирования предусмотрен узел очистки пирогаза от кислых газов (СО2, Н2S), представляющий собой насадочную колонну, в которой происходит хемосорбция кислых газов раствором NaOH.
Сжатый пирогаз поступает на узел осушки — в адсорберы с заполненными молекулярными ситами, где происходит полное удаление воды.
На узле глубокого охлаждения пирогаза происходит ступенчатое охлаждение пирогаза до температуры −165 °C. При этой температуре практически только водород находится в газообразном состоянии. Далее охлаждённый пирогаз (в жидком состоянии, без водорода) параллельно и последовательно проходит через четыре ректификационные колонны, в которых происходит отгонка метана, этан-этиленовой (ЭЭФ), пропан-пропиленовой (ППФ), С4 фракции и пиробензина. ЭЭФ и ППФ далее проходят гидроочистку от ацетиленовых углеводородов (и пропадиена в ППФ) и далее ректификацией выделяются этилен и пропилен. Оставшиеся этан и пропан используются как рецикловое пиролизное сырьё. Пиролизная С4 фракция используется для выделения экстрактивной дистилляции дивинила и бутиленов.
Пиролизная смола, полученная на стадии первичного фракционирования используется для получения технического углерода.
На крупнотоннажных этиленовых установках (от 250 тыс. т/год и выше) лёгкие смолы (пиробензин) обычно перерабатываются с выделением у/в С5, БТК фракции (ароматические углеводороды С6—С8) и фракции С9. БТК фракция, состоящая на 90 масс. % из ароматических углеводородов, используется для получения бензола термическим или каталитическим гидродеалкилированием или для выделения бензола, толуола и ксилола экстракцией и экстрактивной дистилляцией. Из у/в С5 далее получают изопрен, циклопентадиен (дициклопентадиен в товарной форме), пипирилены. Фракция С9 используется для получения нефтеполимерных смол.
Сырьевая база
Современная мировая структура сырья пиролиза выглядит следующим образом: этан — 27,6 % масс., сжиженные газы (пропан, бутан) — 14,0 % масс., прямогонный бензин (нафта) — 53,1 % масс., гидроочищенные керосино-газойлевые фракции — 5,3 % масс.
Использование этих видов сырья в отдельных странах различно. Так, в США и Канаде преобладающим сырьём является этан (49,1 % масс. и 69,7 % масс.), в Германии, Китае, Франции и Японии — нафта (57,4 % масс., 73,3 % масс., 60,0 % масс. и 80,3 % масс.). Кроме того, в Германии и Китае находят широкое применение гидроочищенные керосино-газойлевые фракции (32,0 % масс. и 26,7 % масс.).
В России структура сырья пиролиза в 2002 г. следующая: этан — 7,9 % масс, сжиженные газы (пропан, бутан) — 29,6 % масс, ШФЛУ — 6,5 % масс, прямогонный бензин — 56,0 % масс. Это, по сравнению со структурой сырья пиролиза СССР 1990 г., показывает увеличение доли газового сырья на 20 % масс. Это объясняется тем, что в период 1990—1998 гг. в РФ резко упали объёмы добычи и переработки нефти. Однако, в связи с увеличением в России объёмов добычи нефти с 301 млн т. в 1998 г. до 458,8 млн.т. в 2004 г., в РФ в сырье для пиролиза увеличилась доля жидких углеводородов. В результате этого состав сырья для пиролиза в России сегодня следующий: этан — 8,0 % масс., сжиженные газы (пропан, бутан) — 24,0 % масс., ШФЛУ — 6,7 % масс., прямогонный бензин — 61,3 % масс.
Уровень производства низших олефинов
Ниже в таблицах приведены данные ежегодного отчета журнала Oil and Gas Journal, характеризующие уровень развития производства низших олефинов за рубежом и в России.
Крупнейшие в мире страны — производители этилена
| Страна | Мощность, тыс. т/год |
|---|---|
|
|
27 653 |
|
|
7576 |
|
|
5640 |
|
|
5450 |
|
|
5415 |
|
|
5377 |
|
|
4988 |
|
|
3900 |
|
|
3433 |
|
|
2810 |
Крупнейшие в мире компании — производители этилена
| Компания | Мощность, тыс. т/год |
|---|---|
| Dow Chemical | 12900 |
| ExxonMobil | 11467 |
| Shell Chemicals | 8432 |
| SABIC | 6890 |
| Equistar Chemical | 4880 |
| BP | 6009 |
| Chevron Phillips Chemical | 3993 |
| Sinopec | 3505 |
| Atofina | 5653 |
| Nova Chemicals | 3537 |
Таблица 4 — Крупнейшие в мире этиленовые комплексы
| Компания | Местоположение | Мощность тыс. т/год |
|---|---|---|
| Nova Chemicals | Джоффре, пров. Альберта, Канада | 2818 |
| Arabian Petrochemical Co. | Джубейль, Саудовская Аравия | 2250 |
| Exxon Mobil Chemical Corp. | Бейтаун, шт. Техас | 2197 |
| Chevron Phillips Chemicals Co. | Суини, шт. Техас | 1905 |
| Equistar Chemical LP | Чэннелвью, шт. Техас | 1750 |
| Dow Chemical | Тернезен, Нидерланды | 1750 |
| Yanbu Petrochemical Co. | Янбу, Саудовская Аравия | 1705 |
| Shell Chemicals Ltd. | Норко, шт. Луизиана | 1556 |
| Dow Chemical Co. | Фрипорт, шт. Техас | 1540 |
| Formosa Plastics Group | Пойнт-Комфорт, шт. Техас | 1530 |
Таблица 5 — Крупнейшие российские компании — производители этилена и пропилена
| Компания | Мощность по этилену, тыс. т/год | Мощность по пропилену, тыс. т/год |
|---|---|---|
| ООО «ЗапСибНефтехим» | 1500 | 500 |
| ОАО «Нижнекамскнефтехим» | 600 | 280 |
| ОАО «Казаньоргсинтез» | 375 | 60 |
| ООО «СИБУР-Кстово» | 360 | 170 |
| ООО «Ставролен» | 350 | 140 |
| ОАО «Газпром нефтехим Салават» | 300 | 140 |
| ОАО «Ангарский завод полимеров» | 300 | 140 |
| ОАО «Томский НХЗ» | 300 | 140 |
| ОАО «Уфаоргсинтез» | 210 | 185 |
| ЗАО «Нефтехимия» (Самарская обл.) | 180 | 40 |
| ЗАО «Сибур-Химпром» | 45 | 46 |
| ОАО «Московский НПЗ» | ||
| 100 | ||
| ОАО «Омский каучук» | ||
| 52 | ||
| Всего | 2810 | 1403 |
Как видно из таблиц, уровень развития пиролиза в России крайне низок, так как после строительства установки ЭП-450 в Нижнекамске (1970—1976), не было построено ни одной установки. Наращивание мощности в РФ, на данный момент, осуществляется за счёт реконструкции существующих установок пиролиза, например, реконструкции этиленового комплекса «Этилен-450» ОАО «Нижнекамскнефтехим» (г. Нижнекамск р. Татарстан) с наращиванием мощности с 450 тыс. т/год до 600 тыс. т/год. Возможные проекты строительства установок для производства этилена в РФ на ближайшее десятилетие в случае реализации планов, заявленных ведущими компаниями, приводятся в таблице 6.
Таблица 6 — Проекты строительства пиролизных установок в РФ
| Предприятие/название комплекса | Год ввода | Мощность по этилену, тыс. т/год |
|---|---|---|
| ЗАО «Восточная нефтехимическая компания» («Роснефть») | н/д | н/д |
| Амурский ГХК | 2024 | 2700 |
| Иркутский Завод Полимеров | 2024 | 650 |
| Балтийский Химический Комплекс, Ленинградская область | 2023-2024 | 3050 |
| ПАО «Нижнекамскнефтехим» | 2023 | 600 |
| Всего | 2015—2025 | 8500 |
Перспективы развития
Следует отметить два основных направления исследования в области пиролиза, это: каталитический пиролиз и пиролиз с добавками различных веществ (инициаторы разложения или ингибиторы протекания побочных реакций).
При использовании различных катализаторов значительно повышаются селективность и выход некоторых основных продуктов. При этом можно значительно снизить температуру пиролиза. Основными недостатками каталитического пиролиза, несомненно, является быстрое коксование катализаторов и необходимость создания новых установок и нового технологического оборудования. И, так как до сих пор не появились полноценные промышленные установки каталитического пиролиза, это значит, что достаточно сложно создать таковые, которые были бы надежны и просты в эксплуатации. Хотя японские исследователи интенсивно ведут исследования в этой области, и в печати периодически появляются заметки об испытаниях в Японии экспериментальных установок каталитического пиролиза.
По второму направлению было испытано огромное количество соединений с их добавлением от десятков ppm до десятков процентов в сырьё. Эти вещества инициируют реакции разложения сырья и/или ингибируют побочные, нежелательные вторичные процессы. В промышленности широкое распространение получило использование небольших добавок (50—300 ppm) веществ, способствующих снижению образования кокса при пиролизе. Из этих веществ выделяются серосодержащие соединения (такие как диметилдисульфид, третбутилполисульфид). Фирма «Nalco» активно продвигает ингибитор коксообразования на основе фосфоросодержащих веществ. Принцип действия этих веществ заключается в пассивации активных центров коксообразования на стенке пирозмеевика. Однако, и у этого направления достаточно много недостатков, таких как: сложность равномерного дозирования, равномерного распределения добавки по паросырьевому потоку, ограничение использования ингибиторов коксообразования при пиролизе сырья с содержанием серы (прямогонный бензин, атмосферный газойль).
Из последних разработок следует отметить использование различных физических полей (акустических, электромагнитных) в процессе пиролиза. Эффект от действия этих полей примерно такой же, как и при использовании катализаторов.
Кроме того, не утихает интерес к плазмохимическим технологиям с использованием низкотемпературной плазмы, позволяющие проводить реакции при температурах 1000—10000 К. Основным преимуществом плазмохимических реакций является возможность использования малоценного или трудноперерабатываемого сырья. Например, при таких температурах можно легко разложить метан. На фоне быстрого роста цен на нефть данный процесс весьма перспективен.
Пиролиз древесины
Пиролиз — первая стадия горения древесины. Всем знакомые языки пламени на горящих дровах, сучьях в костре образуются за счёт горения не углерода самой древесины, а газов — летучих продуктов пиролиза. При пиролизе древесины (450—500 °C) образуется очень много различных веществ, наибольшие концентрации в газообразных продуктах пиролиза имеют: метиловый спирт (поэтому метанол носит устаревшее название «древесный спирт»), уксусная кислота, ацетон, бензол, фуран и др. Нелетучие продукты неполного пиролиза — жидкие и пастообразные смолы, (см. Дёготь). Конечным продуктом полного пиролиза древесины является почти чистый углерод (содержащий в виде примесей немного оксидов калия, натрия, кальция, магния и железа) — древесный уголь.
Этот процесс используется в пиролизных котлах. Процесс газификации древесины (пиролиз) происходит в верхней камере котла (загрузочном пространстве) под действием высокой температуры и при ограниченном доступе воздуха. Образующиеся при этом процессе газы проходят через зону высоких температур, достигают короба выходного устройства и смешиваются там со вторичным воздухом.
Копчение
См. основную статью: Копчение
На основе процесса пиролиза древесины (чаще всего щепы ольхи) проходит копчение различных пищевых продуктов. Правильнее назвать этот процесс частичным окислением или окислительным пиролизом, так как он идёт с ограниченным доступом воздуха. Доказано, что этот способ копчения не безвреден для человеческого организма, так как при окислительном пиролизе образуются и попадают в пищу опасные канцерогены, такие как 3,4-бензпирен.
Пиролиз мусора и отходов
Существуют проекты уничтожения бытового мусора с помощью пиролиза. Затруднения с организацией пиролиза шин, пластмасс и других органических отходов связаны не с технологией собственно пиролиза, которая не отличается от технологии термической переработки других твёрдых материалов. Проблема состоит в том, что в большинстве отходов содержится фосфор, хлор и сера. Сера и фосфор в окисленной форме летучи и наносят вред окружающей среде. Хлор активно реагирует с органическими продуктами пиролиза с образованием стойких ядовитых соединений (например — диоксинов). Улавливание этих соединений из дыма — процесс дорогостоящий и имеет свои сложности. Проблема переработки изношенных автомобильных шин и вышедших из эксплуатации резинотехнических изделий имеет большое экологическое и экономическое значение для всех развитых стран мира. А невосполнимость природного нефтяного сырья диктует необходимость использования вторичных ресурсов с максимальной эффективностью, то есть вместо гор мусора можно было бы развить новую отрасль промышленности — коммерческую переработку отходов.
Шины и полимеры представляют собой ценное сырьё, в результате их переработки методом низкотемпературного пиролиза (до 500 °C), получаются жидкие фракции углеводородов (синтетическая нефть), углеродистый остаток (технический углерод), металлокорд и горючий газ. В то же время, если сжечь 1 т шин обычным способом, то в атмосферу будет выброшено 270 кг сажи и 450 кг токсичных газов.
См. также
- Коксование — процесс переработки (пиролиз) жидкого и твёрдого топлива нагреванием без доступа кислорода. При разложении топлива образуются твёрдый продукт — кокс и летучие продукты.
- Пиролиз аэрозолей
- Пиролитическое получение нанопорошков
Литература
- Мухина Т. Н. Пиролиз углеводородного сырья [Текст] / Т. Н. Мухина, Н. Л. Барабанов, С. Е. Бабаш — М.: Химия, 1987. — 240 с.
- Nakamura D. N. Global ethylene capacity increases slightly in 2006 Архивная копия от 19 декабря 2014 на Wayback Machine [Ежегодный отчет] / D. N. Nakamura // Oil and Gas Journal. — 2007. — v. 105. — № 27.
- Кластер, зубы, хвосты Архивная копия от 19 декабря 2014 на Wayback Machine / О. Ашпина, П. Степаненко // The Chemical Journal. — 2011. — май. — с.26—33.